
 SMTE Series Cooling Towers
SMTE Series Cooling Towers
The SMTE series cooling towers are designed with high-efficiency heat exchange technology to provide optimal cooling performance in industrial and commercial applications. Featuring a closed-loop system, the SMTE series ensures minimal water consumption while maintaining consistent cooling efficiency.
Key Features:
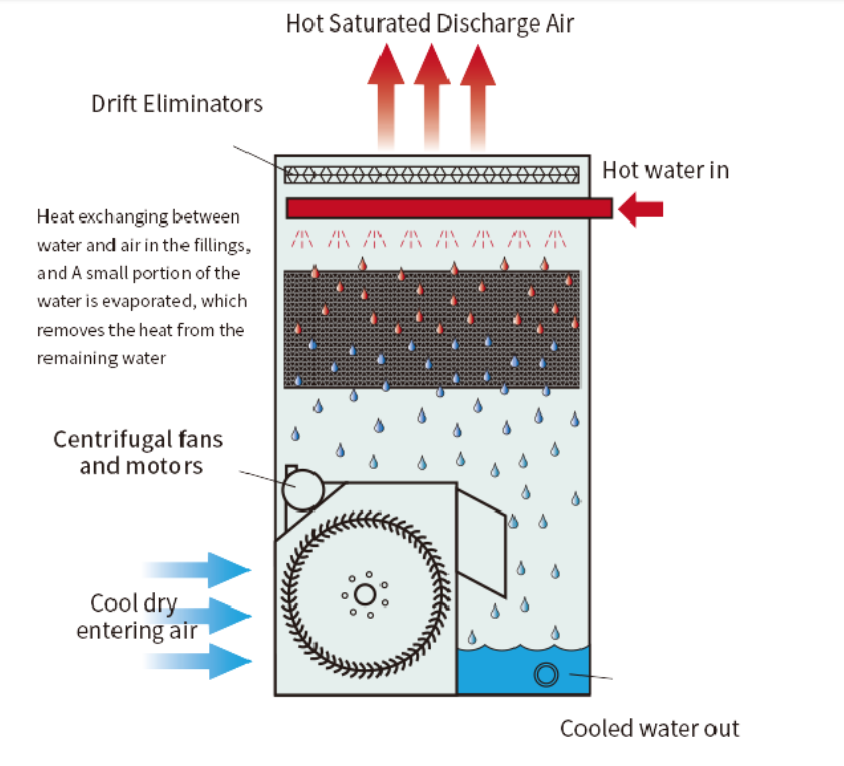
- Advanced Counterflow Design: Enhances heat dissipation and improves overall cooling efficiency.
- Corrosion-Resistant Materials: Constructed with hot-dip galvanized steel and aluminum alloy components for durability and longevity.
- Energy-Efficient Axial Fans: Reduces operational costs by optimizing airflow and minimizing power consumption.
- Low Noise Operation: Designed to meet noise reduction standards, making it ideal for urban and commercial environments.
- CTI Certified Performance: Complies with international cooling tower performance standards for reliability and efficiency.
Applications:
The SMTE series is suitable for:
- Large-scale HVAC systems in commercial buildings.
- Industrial process cooling in manufacturing plants.
- Data centers requiring high-efficiency thermal management.
- Power plants and energy facilities.
With its innovative design and energy-saving features, the SMTE series cooling towers provide a sustainable and cost-effective cooling solution for a wide range of industries.
The SMTE open cooling tower adopts a single-sided air inlet design, and the entire series has obtained the CTI heat transfer performance certification from the United States. Under standard operating conditions. the water flow rate can range from 50 tons/hour to 1000 tons/hour. The standard configuration includes Z-700 (G235) hot-dip galvanized steel sheet casing. aviation grade aluminum alloy ventilation fan, and patented fire-resistant filler. Suitable for central air conditioning in large commercial buildings. process water cooling in industrial plants. and large data centers.